
磨床系列:
磨床系列:
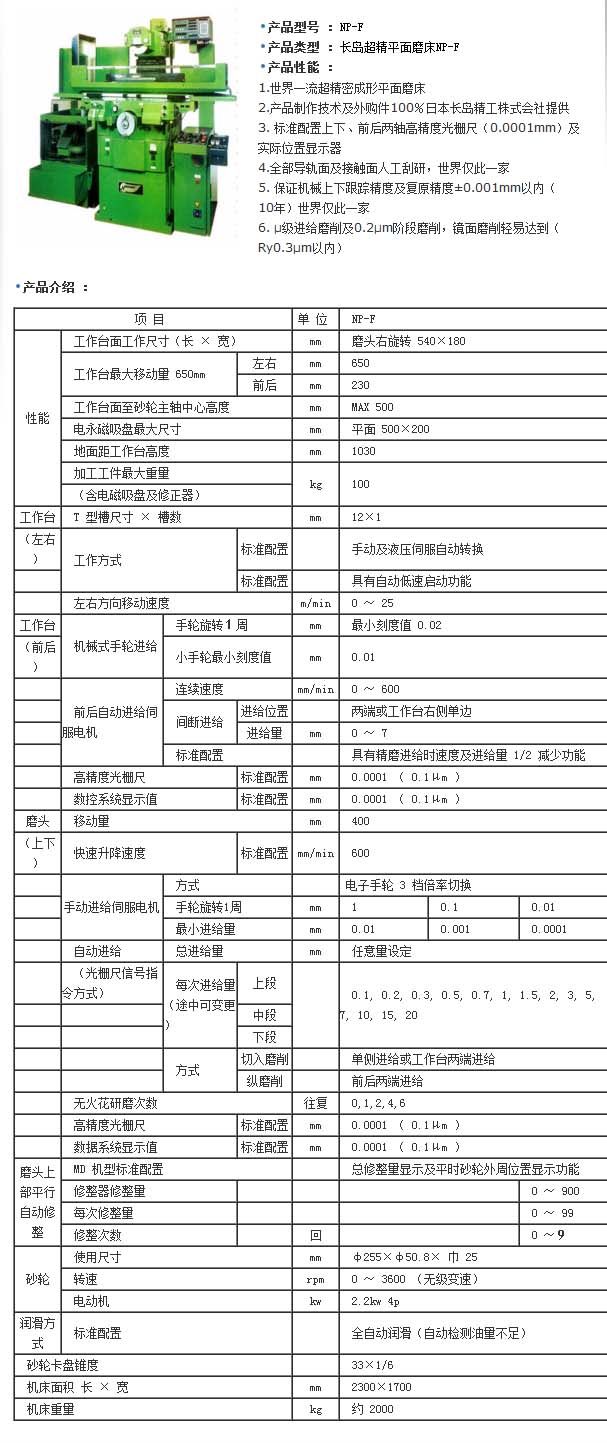
NAGASHIMA-NP-F
 |
| 产品特征: |
| ●全自动平面加工机型,可适用于陶瓷、超硬合金等多种材料及模具加工 |
| ●NP-F操作系统操作简便,并可手动、半自动,全自动进行平面加工 |
| ●左右及前后两个轴向手动进给采用机械式手轮。而上下轴向手动进给则采用进给量精确的脉冲式手轮,提高了其操作性及作业性可缩短加工的时间 |
| ●立柱采用高抗性结构及双V,双平6个导轨面左右对称结构。依据三面刮研理论,用铲刀精心手工刮研而成。X、Y轴热处理研磨,滑道贴耐磨片、耐磨耗,以确保长期精度。从而得到很高的追踪精度。使砂轮上下轴向的可控最小单位进给达到0.0001mm,是高精度加工不可缺少的重要精度指标 |
| ●各导轨部件均采用高抗性结构经高精度技术加工而成,从而使高精度寿命持久 |
| ●保证机械上下跟踪精度及复原精度±1μm以内(十年)世界仅此一家 |
| ●μ级进给磨削及0.2μm阶段磨削,镜面磨削轻易达到(Ry0.3μm以内) |
NP系列标准技术参数 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
【标准随机附件】 |
【特殊附件】 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
